 Português
PortuguêsNúmero Browse:61 Autor:editor do site Publicar Time: 2019-06-17 Origem:alimentado
Desvantagens comuns de soldagem ultra-sônica:
Primeiro, a força não consegue atingir o nível requerido.
Claro, você deve entender que a força do processo de soldagem ultra-sônica não pode atingir o poder de fundição integrado. Só pode ser dito que é perto da força da fundição integral, requisitos de soldagemA força deve confiar em vários grupos. Quais são essas colaborações?
※Material plástico: Como resultado da soldagem ABS e ABS são definitivamente mais fortes do que a força de soldagem de ABS e PC, porque o ponto de fusão de diferentes materiais não será o mesmo, é claro, a força de soldagem não é o mesmo, embora discutamos Você pode soldar material ABS e PC uns aos outros? Nossa resposta é que ela pode ser soldada, mas é poder depois da soldagem que queremos? A questão não foi importante! Por outro lado, o que acontece com o modo ABS, Nilo, PP e PE? Se o HORN ultrassônico emitir instantaneamente 150 graus de calor, embora o material ABS esteja dissolvido, o nylon, o plástico, o polipropileno e o polietileno são apenas diluídos. Continuamos a aquecer até 270 graus ou mais. Neste momento, soldagem soldagem ultra-sônica de temperatura atingiu nylon, PVC, PP, PE, mas o material ABS foi dissolvido em outra estrutura molecular! A partir da discussão acima, podemos resumir três conclusões:
1. Maior poder de soldagem de material plástico com o mesmo ponto de fusão.
2. Quanto maior o ponto de fusão dos plásticos, menor a resistência da solda.
3. Quanto maior a densidade dos materiais plásticos (sólidos), maior a resistência à fusão da baixa densidade (alta dureza).
Em segundo lugar, a superfície do produto produz medo ou rachadura.
Na soldagem ultra-sônica, é comum arranhar a superfície do produto, quebrá-lo ou quebrá-lo na junta. Porque há dois casos em operação ultra-sônica: 1. Alta energia térmica diretamente relacionada à superfície do produto de plástico 2. Entrega de vibração. Portanto, quando as vibrações ultra-sônicas ocorrem no produto plástico, a superfície do produto está sujeita a queimaduras.A coluna de plástico ou furo com uma espessura fina de 1 m / m é suscetível a rachaduras. Este é um pré-requisito para o processo ultrassônico. Evite-os. Por outro lado, devido à falta de ultra-som de saída de alimentação (modelo de extensão de mesa e HORN superior), que leva muito tempo para a soldadura, quando ele é convertido em vibração de atrito energia para recolher energia térmica de energia térmica para compensar pela perda de potência de saída. Este tipo de métodos de soldadura não é atrito energia térmica que é conseguido no momento, mas existe uma necessidade para a soldadura de montar vez de energia térmica, de modo a atingir o ponto de produtos de plástico de fusão para o efeito de soldadura, de modo que a energia térmica permanece sobre o produto durante um longo tempo, o grau de superfície de stress de calor acumulado Também causa queimaduras, quebras ou rupturas no produto. Portanto, é necessário levar em consideração a produção de energia (número de setores), tempo de soldagem, pressão dinâmica e outros fatores para superar esse tipo de perda de função.
Solução:
1. Reduza a pressão.
2. Reduza o tempo de atraso (vibração inicial).
3. Reduza o tempo de soldagem.
4. Citar a cobertura da mídia (por exemplo, bolsas de PE).
5. O molde tem tratamento de superfície (endurecido ou cromado).
6. O número de estágios da máquina é reduzido ou reduzido.
7. Para produtos que podem ser quebrados ou quebrados facilmente, a ferramenta de montagem deve ser feita de buchas, como resina macia ou cortiça (isso não afeta a resistência da solda).
8. Fácil de quebrar produtos Adicione o ângulo R em ângulos corretos.
Em terceiro lugar, o produto produz distorção.
Existem três razões para essa distorção:
1. O corpo e a fusão ou cobertura desejadas não podem coincidir entre si devido a canto ou curvatura.
2. O produto é fino e alto (dentro de 2 m / m) e o comprimento é de 60 m / m.
3. O produto é deformado e deformado devido a condições como pressão de moldagem por injeção.
Assim, quando nossos produtos são distorcidos por operação ultra-sônica, parece ser a causa da soldagem ultra-sônica na superfície. No entanto, isso é apenas um resultado. O que acontece com o produto de plástico antes da soldagem e o que acontece após a soldagem. Se não houver discussão sobre a causa principal, levará muito tempo para lidar com o problema do não tratamento da droga apropriada, e no processo de soldagem direta indireta (fusão indireta), a pressão de menos de 6 kg altera a flexibilidade e a inércia da droga. Plásticos Portanto, não tente usar uma pressão forte para alterar a deformidade antes da soldagem (a pressão máxima da máquina de fusão é de 6 kg), incluindo a extrusão forçada usando a ferramenta de instalação do molde. Talvez também caiamos no ponto cego, ou seja, para explorar a causa da deformação da superfície, ou seja, a olho nu não pode ser visto antes da fusão, mas após a conclusão da soldagem ultra-sônica, obviamente encontrar deformação. A razão é que antes da soldagem, será difícil encontrar os ângulos acumulados do produto em si e o arco e o erro acumulado do material residual, mas após a conclusão da soldagem por ultra-som, ele parecerá visível a olho nu. Deformação
Solução:
1. Reduza a pressão (de preferência menos de 2 kg).
2. Reduza o tempo de soldagem ultrassônica (padrão de potência reduzida).
3. Aumentar o tempo de endurecimento (0,8 segundo ou mais).
4. Analise se os modos ultra-sônicos superior e inferior podem ser ajustados em parte (não é necessário).
5. Análise da principal causa de deformação e melhoria do produto.
Em quarto lugar, as partes internas do produto são destruídas
※As causas do dano do produto após a soldagem ultrassônica são as seguintes:
1. Potência de saída da máquina de solda ultra-sônica é muito forte.
2. Potência de saída O amplificador ultra-sônico é muito forte.
3. A suspensão do molde inferior é suspensa pelo ponto de força e é danificada pela vibração ultra-sônica.
4. O produto de plástico é alto e fino no canto direito do fundo, e não há ângulo R para armazenar energia.
5. Condições de tratamento ultra-sônico estão incorretas.
Solução:
1. Tempo de vibração ultra-sônico inicial (evite a vibração de contato).
2. Reduza a pressão e reduza o tempo de soldagem ultrassônica (reduza o nível de potência).
3. Reduzir o número de estágios de energia da máquina ou máquina de baixa potência.
4. Reduza a proporção de expansão do molde ultra-sônico.
5. Molde inferior acolchoado com borracha em vigor.
6. molde inferior e evitar produto flutuante ou lacunas.
7.HORN (molde superior) restaura a freqüência após a perfuração.
8. Aplique o material elástico após o punção superior.
Quinto. O produto produz flash ou flash
※A causa das protuberâncias flash ou produto após a soldagem ultrassônica é a seguinte:
1. A força ultrassônica é muito forte.
2. O tempo de soldagem ultrassônica é muito longo.
3. A pressão do ar (dinâmica) é muito grande.
4. A pressão sob o molde superior (fixo) é muito grande.
5. A taxa de expansão de energia HORN é muito grande.
6. A linha de produtos funde o plástico externo ou muito alto ou grosso.
Os seis elementos acima são a causa do produto flash após o processo de soldagem ultra-sônica. No entanto, o mais importante é abrir a linha de válvulas para a sexta onda ultra-sônica. Geralmente, no processo de soldagem ultra-sônica, a pressão do ar é de aproximadamente 2 ~ 4 kg, dependendo do valor experimental da linha de solubilidade supersônica de 0,4 a 0,6 m / m na parte inferior e 0,3 a 0,4 m / m de altura. Por exemplo, esse erro de digitaçãoMail., O ângulo agudo é de cerca de 60°Por trás deste valor levará ao aumento do tempo de soldagem ultra-sônica, pressão, máquina ou molde superior, formando assim os elementos acima 1 ~ 6 causar o flash e fumaça.
Solução:
1. Reduza a pressão e reduza o tempo de soldagem ultrassônica (reduza o nível de potência).
2. Reduza o número de fases de energia da máquina ou máquina de baixa potência.
3. Reduza a proporção de expansão do molde ultra-sônico.
4. Use o dispositivo ultra-sônico para ajustar o posicionamento e a configuração.
5. Ajuste a linha de fusão ultra-sônica.
Sexto, o tamanho do produto não pode ser controlado após a soldagem dentro da tolerância
※Na soldagem ultrassônica, o produto não pode ser controlado dentro da faixa de tolerância pelos seguintes motivos:
1. Estabilidade do dispositivo (conversão de energia não adicionou fator de segurança).
2. Deformação de produtos de plástico excede a gama de fusão natural de ultra-som.
3. Posicionamento ou capacidade de carga é instável.
4. Expansão da saída ultra-sônica O modo de potência superior não corresponde.
5. As condições do processo de soldagem não adicionaram fator de segurança.
Solução:
1. Aumentar o fator de segurança da soldagem (pelo tempo de soldagem, pressão e resistência).
2. Ative o parafuso de ajuste fino (deve ser controlado para 0,02m / m).
3. Verifique se a potência de saída do ultra-som ultrassônico é suficiente (aumentando o número de peças quando não é suficiente).
4. Verifique se o modo de instalação e capacidade de carga do produto é estável.
5. Ajuste a linha de fusão ultrassônica.
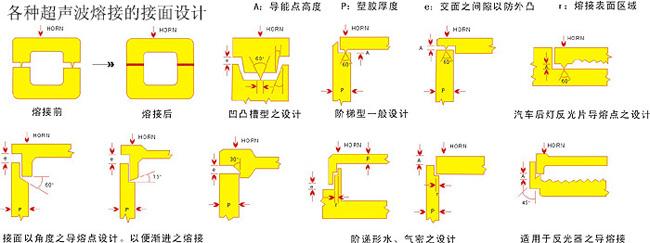
Projeto de linha de solda de plástico ultra-sônico / ar
Quando queremos que o produto atinja a função de impermeabilidade à água e ao ar, a linha de fusão ultrassônica é a chave para o sucesso ou o fracasso. Portanto, no design do produto, tais como: posicionamento, material, espessura da carne e a relação correspondente de relação ultra-sônica da linha de fusão absoluta. Em condições gerais de água e apertadas, a altura da linha da válvula deve estar entre 0,5 e 0,8 m / m (dependendo da espessura do produto), como 0,5 m / m, para atingir a função de estanqueidade à água e ao ar, a menos que a posição seja muito A espessura da carne é de 5 metros / m ou mais, caso contrário, o efeito será fraco. A maneira pela qual a colocação do produto de um produto à prova d'água em geral com uma linha de deflexão supersônica é a seguinte:
É adequado para água firme e fusão de grandes produtos. O ângulo de conexão é = 45°, X = w / 2, preferencialmente d = 0,3 ~ 0,8 mm.
Tipo de ponta graduada: Adequado para estanqueidade e evitar saliências ou rachaduras. Ângulo da superfície de contato°, O = w / 2 e d = 0,3 ~ 0,8MM.
Pico a vale: Adequado para soldagem à prova d'água e soldagem forte, d = 0,3 ~ 0,6mm A altura da superfície de contato h varia de acordo com a forma, mas h cerca de 1 ~ 2mm.
A operação ultra-sônica do produto e a estanqueidade ao ar não podem ser alcançadas. Além de fatores como linha de derretimento ultrassônico, fixação de posicionamento, posicionamento do produto, condições de configuração ultrassônica também são uma das principais causas. Aqui nos aprofundamos em outra razão (condições de fusão) que inflama a rigidez da água e do ar. Quando aplicamos a soldagem ultrassônica, o objetivo principal é buscar eficiência, mas muitas vezes ignora os fundamentos da eficiência. Existem dois fenômenos:
Primeiro, a velocidade de downlink, o buffer muito rapidamente: a velocidade desta configuração, de modo que a pressão dinâmica, além da aceleração da gravidade para achatar a linha de fusível ultra-sônico, de modo que a linha de fusíveis pode desempenhar o papel de fundição, ea fase de soldagem falsa.
Em segundo lugar, o tempo de soldagem é muito longo: produtos de plástico devido à energia térmica de longo prazo, não apenas fazem materiais plásticos derreterem, mas também causam fenômeno de coque em tecido plástico, produção de buracos de areia, água ou gás que penetra no fosso de areia. Este é o lugar mais difícil para descobrir a tecnologia geral de produção.

