Desenho de fio ultra-sônico O processo de trefilação de fio com vibração ultra-sônica axial
O que é desenho de fio ultrassônico
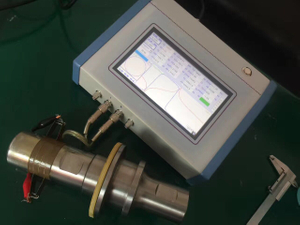
Trefilação por fio ultra-sônico O processo de trefilação por fio com vibração ultra-sônica axial consiste em dois sistemas de trefilação por fio e vibração ultra-sônica. O dispositivo de trefilação de arame consiste em um tambor de trefilação de arame rotativo (guincho) e um suporte de matriz. O sistema de vibração consiste em um gerador de oscilação elétrica, um transdutor máquina-elétrico e uma buzina. O gerador de oscilação elétrica converte a energia CA de 50 Hz em uma CA de 6-60 kHz através de um capacitor, um indutor e um circuito de tubo. O transdutor elétrico-máquina converte a oscilação elétrica em níquel magnetorrestritivo ou em cerâmica eletroestrictiva. Vibração mecânica; o chifre é uma vara com ponta grossa e ponta fina. A extremidade grossa é conectada ao transdutor elétrico da máquina e a vibração transmitida a partir da fonte de vibração é recebida. A extremidade pequena é usada como base do molde, matriz de trefilação fixa, força de tracção e vibração. É transmitida para a trefila de arame através da buzina. No caso em que a frequência da vibração é fixa e a energia da vibração não é perdida, o efeito da buzina é aumentar a amplitude da vibração quando a área da seção transversal se torna pequena e, portanto, o nome. Existem dois parâmetros de frequência e amplitude quando a vibração ocorre. A partícula tem energia quando vibra. Quando a massa da partícula é grande, a frequência da vibração é alta e a amplitude é grande, a energia da vibração da partícula é grande. A propagação da vibração se torna uma onda com dois parâmetros de comprimento de onda e amplitude. A vibração geralmente se propaga em uma onda itinerante, mas se torna uma onda estacionária quando submetida a um distúrbio específico. A onda estacionária possui duas posições especiais: o nó e o antinodo. A amplitude da partícula no antinodo é a maior e a amplitude do nó no nó é a menor. Quando a vibração de frequência ultrassônica se propaga na buzina, a haste possui ondas ultrassônicas cujo comprimento de onda pode ser calculado de acordo com a frequência de vibração e o módulo elástico do material da haste. O comprimento da haste deve ser tal que uma onda estacionária seja gerada dentro da haste. O molde como um ponto de partícula vibrado deve ser fixado no antinó ou no nó.
A direção da vibração na matriz de trefilação pode ser axial, radial e tangencial. Vibração axial comum é aplicada. Nesse momento, o molde de trefilação de arame deve ser colocado na posição antinodo da onda estacionária, e a direção do desenho é a mesma que a direção da vibração. Quando a vibração radial é aplicada, a matriz de trefilação deve ser colocada no nó da onda estacionária, e o círculo externo do molde está voltado para a fonte de vibração, ou seja, a direção da trefilação é perpendicular à direção da vibração.
Parâmetro:
| Nº do modelo | UWD20 |
| Freqüência ultra-sônica | 20Khz |
| Saída máxima | 100 Watt |
| Amplitude | 15um
|
| Fonte de energia | 220V / 50-60 Hz |
| Gerador ultra-sônico | Tamanho | 250 (L) x 310 (L) x 135 (A) mm |
| Peso | 5 Kg |
| Característica | Amplitude ultra-sônica ajustável |
a energia ultrassônica pode fornecer esses benefícios distintos:
A força de tração pode ser reduzida de 15% para 60%.
A velocidade de tração pode ser aumentada de 20% para 200% ou mais, dependendo dos materiais e condições.
O acabamento da superfície pode ser melhorado.
Ele pode eliminar a ação de escorregamento (conhecido como conversa).
A aplicação de vibrações ultrassônicas na maioria dos processos de moldagem de metais pode oferecer esses benefícios ao processo e ao acabamento.
Atrito reduzido entre a matriz e a peça
Redução de temperatura do molde
Forças de formação reduzidas,
Tensão de fluxo reduzida
Melhor qualidade da superfície

 Português
Português