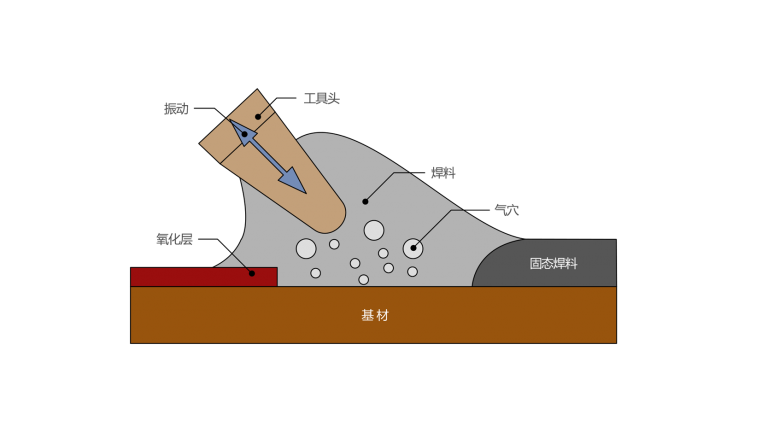
A soldagem ultrassônica é um método de soldagem que não requer fluxo e é considerado mais ecologicamente correto em comparação aos métodos de soldagem tradicionais.Remove camadas superficiais de óxido da superfície de solda através dos fenômenos de vibração e cavitação, em vez de usar produtos químicos.
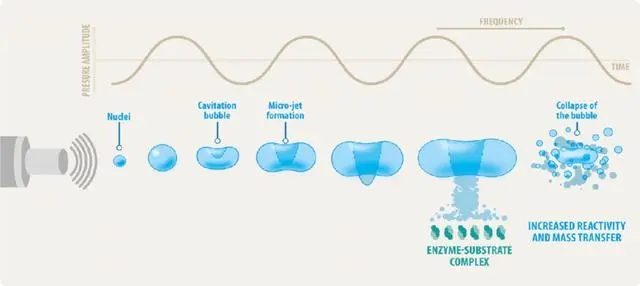
A tecnologia de soldagem ultrassônica é diferente da soldagem ultrassônica de plástico, pois utiliza vibração para gerar calor e derreter os componentes que estão sendo unidos.O princípio subjacente da soldagem ultrassônica é semelhante ao processo de limpeza ultrassônica, onde a energia vibracional induz cavitação em banho-maria ou solvente de limpeza.A porção imersa no meio líquido é cuidadosamente limpa pela forte ação erosiva das bolhas de cavitação.
Durante o processo de soldagem ultrassônica, o calor de uma fonte de energia separada derrete a solda antes de aplicar a energia vibracional.A solda fundida atua então como um meio de transmissão acústica para a vibração ultrassônica.Quando energia vibracional de alta frequência é aplicada à solda fundida, ocorre cavitação acústica controlada na ponta da ferramenta de solda para romper e dispersar os óxidos superficiais.As microbolhas de cavitação se rompem, limpando toda a superfície, permitindo que a solda líquida umedeça e se ligue ao metal puro.
A vibração também garante que não haja lacunas na junta de solda, pois a energia vibracional força a solda líquida a penetrar nas lacunas e nos microporos do material de base.Ajuda a vedar os componentes e aumenta a área de superfície disponível para a colagem da solda.A vibração ultrassônica também pode expulsar bolhas da solda líquida, tornando este método adequado para aplicações que exigem juntas vedadas em ambientes de alto vácuo.
A soldagem ultrassônica permite a união de diferentes materiais e pode ser utilizada para materiais difíceis de soldar pelos métodos convencionais.Como o fluxo não é necessário, os usuários podem economizar tempo e custos associados à limpeza de resíduos de fluxo, ao mesmo tempo que reduzem a corrosão e melhoram a durabilidade das juntas soldadas.
O método de soldagem ultrassônica pode ser convenientemente executado usando dispositivos portáteis de ferro de solda ultrassônico para soldagem manual, bem como integrado em máquinas de solda ultrassônica e linhas de montagem.
Soldagem de vidro, cerâmica, aço inoxidável e alumínio
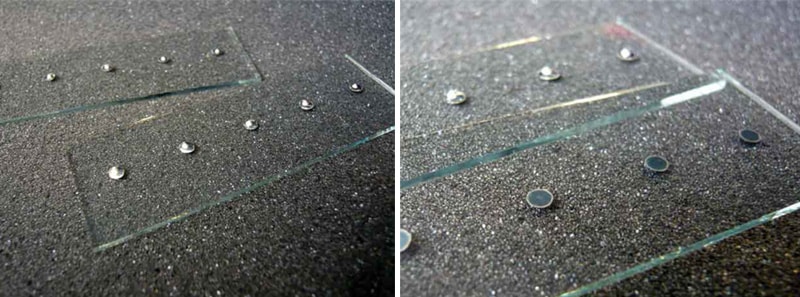
Em extensas pesquisas sobre ligação vidro-metal ao longo dos anos, os engenheiros japoneses desenvolveram uma liga de solda especial chamada CERASOLZER (fio de solda).Esta liga de solda ativa é formulada especificamente para funcionar com o método de soldagem ultrassônica e possui capacidades de ligação exclusivas que podem substituir os métodos comumente usados de soldagem de prata, brasagem de índio, molibdênio-manganês e resina.CERASOLZER forma ligações químicas (substrato de vidro) além da ligação direta metal-metal.A liga consiste nos mesmos constituintes primários das ligas de solda padrão (chumbo/estanho), mas também contém pequenas quantidades de elementos como zinco, titânio, silício, alumínio, berílio, terras raras, etc., que possuem fortes afinidades químicas com oxigênio.
Durante o processo de soldagem, esses elementos adicionais combinam-se com o oxigênio circundante para formar um óxido que se liga quimicamente a vários materiais, incluindo vidro, cerâmica, alumínio, aço inoxidável, óxidos condutores e muitos outros substratos que antes eram considerados não soldáveis.O óxido resultante liga-se fortemente ao substrato soldado, formando uma ligação química robusta (RO) na interface.
Portanto, a força adesiva do CERASOLZER fica comprometida se o oxigênio for efetivamente eliminado pelo uso de um gás inerte (como o nitrogênio) em vez do ar circundante no equipamento de colagem.A concentração crítica de oxigênio de ligação adequada é de cerca de 2%.A temperatura de fusão da liga CERASOLZER varia de 155 a 297°C e, devido à vibração ultrassônica, o método de soldagem é sem fluxo.Na verdade, se o nosso método de soldagem ultrassônica for usado com fluxo, isso romperia as ligações de oxigênio e comprometeria todo o processo de soldagem, por isso não deve ser usado.
Aplicativo
Fabricação de vidrarias
Lentes ópticas de revestimento/metalização
Criação de eletrodos em substratos de vidro e cerâmica
Soldagem de contatos de aquecimento em vidros traseiros de automóveis
Soldagem de supercondutores, componentes e peças cerâmicas
Vedação a vácuo de tubos de vidro e acessórios de fixação
Vedação de fibra óptica de vidro (banda metálica)
Colagem de eletrodos aos contatos frontal/posterior de células solares (cristalinas, película fina)
Colagem adesiva de vidro metálico, vidro LCD, osciladores de cristal, condutores de circuito integrado híbrido (fixação de matriz)
Métodos básicos de soldagem ultrassônica
Ao aplicar a solda Cerasolzer em vidro, cerâmica ou óxidos metálicos, deve haver contato suficiente entre a solda e o substrato, eliminando pequenas bolhas que possam existir na fronteira entre a superfície do substrato e a solda macia.A vibração ultrassônica elimina a camada de ar na área limite em um tempo muito curto, resultando em uma junta de solda consistente e sem bolhas.Se o substrato tiver alta absorção de calor, uma fonte auxiliar de calor, como uma placa quente, deve ser usada para manter as condições adequadas de soldagem.
A abordagem recomendada é aplicar Cerasolzer em uma lâmina de vidro transparente com o verso servindo como área limite estabelecida, assemelhando-se a uma superfície reflexiva como um espelho.
Método de duas etapas (pré-soldagem + colagem):
Na primeira etapa, o Cerasolzer é entregue à ponta do ferro de solda ultrassônico usando alta temperatura e vibração ultrassônica, e é revestido no substrato (como vidro).Em seguida, utiliza-se solda convencional ou Cerasolzer preferencial para soldar componentes metálicos, fios, tiras, etc., na área de pré-soldagem.
Método de uma etapa (soldagem direta):
Quando o Cerasolzer é colocado entre metal e vidro, cerâmica ou óxidos metálicos, a vibração ultrassônica atua diretamente no metal.A ligação é realizada em muito pouco tempo.O desempenho fornecido por este método é ligeiramente inferior ao método anterior.
Método de imersão:
O método de imersão é uma técnica ideal para revestimento de superfícies em grande escala.A solda Cerasolzer é fundida em um recipiente de solda específico com vibrador ultrassônico.Quando a superfície da solda macia forma ondulações devido à vibração ultrassônica, a porção revestida é imersa em água, de preferência usando um dispositivo de solda por imersão ultrassônica.
Parâmetro
Frequência 60 Khz Potência 100W
Resfriamento de ar de resfriamento TEMP máx. 500 ℃
Envelope protetor pomp plástico Gerador digital de energia
 Português
Português












